

Які загальні процеси формуванняFRTP?
Ключовим технологічним етапом перетворення сировини в конструкційні склопластикові вироби є процес формування, який є основою та умовою розвитку цієї галузі. З розширенням сфери застосування композитних матеріалів індустрія композитних матеріалів швидко розвивалася, деякі процеси формування стали більш досконалими, а також з’явилися нові методи формування. В даний час існує більше 20 методів формування FRTP, які успішно застосовуються в промисловому виробництві. Нижче наведено короткий вступ до деяких із найбільш часто використовуваних методів формування, вибраних із цих методів.
◆ Лиття під тиском
Лиття під тиском є основним методом виробництва FRTP з довгою історією та найбільш широко використовуваним. Перевагами є короткий цикл формування, мінімальне споживання енергії, висока точність продукту, складні вироби зі вставками можуть бути сформовані одночасно, кілька виробів можуть бути виготовлені в одній прес-формі, а також висока ефективність виробництва. матеріали та вимоги до якості форм вищі. Згідно з сучасним рівнем розвитку техніки максимальна вага продукту лиття під тиском становить 5 кг, а мінімальна вага – 1 г. Цей метод в основному використовується у виробництві різних механічних деталей, будівельних виробів, корпусів побутової техніки, електрообладнання, автозапчастин тощо.
Технологія лиття FTRP масово виробляється в автомобільних конструктивних деталях. В даний час є кілька закордонних постачальників обладнання для лиття під тиском, таких як ENGEL, ARBURG і KraussMaffei, а також передові технології цієї технології в Китаї.
Армована довгим волокном Bole Plastics Machineкомпозитний матеріал пряме лиття під тиском (лиття під тиском онлайн-змішування) LFT-D-IM — це матеріал, який поєднує в собі безперервне виробництво екструдера та періодичне виробництво машини для лиття під тиском, і складається з двох шнеків. Пряме вприскування у прес-форму для досягнення кількох процесів і кількох матеріалів одночасно, зменшення споживання енергії, підвищення ефективності, зменшення термічної деградації матеріалів і покращення продуктивності продукту. Ця технологія широко використовується в автомобілях, побутовій техніці, новій енергетиці, залізничному транспорті, авіації та побутовій електроніці.
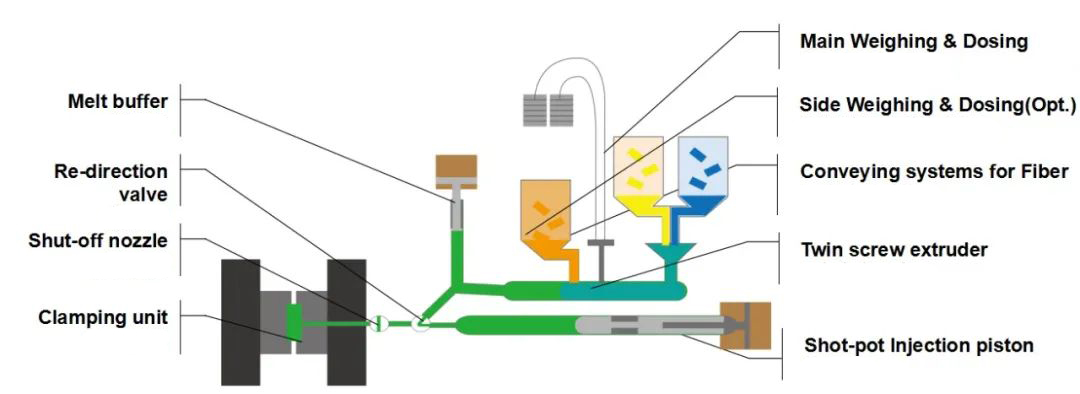
Велика гідравлічна машина для лиття під тиском ALLROUNDER 820 S ARBURG оптимізована для лиття під тиском із прямим компаундуванням волокон (FDC) із силою затиску 4000 кН та блоком уприскування 3200, оснащеним спеціальним 70-міліметровим шнеком для обробки довгих скловолокон. FDC — це легкий процес, у якому волокна довжиною до 50 мм подаються безпосередньо в рідкий розплав за допомогою бокового живильника поруч із інжекційною установкою, що характеризується високою доступністю матеріалу та значно меншими витратами порівняно зі спеціальними довговолокнистими гранулами до 40%. Продукти, вироблені за допомогою процесу FDC, є інноваційною технологією в галузі переробки пластмас, особливо в автомобільній та аерокосмічній промисловості, шляхом індивідуального регулювання довжини скловолокна для досягнення необхідних фізичних властивостей.
◆ Екструзійне формування
Екструзійне формування є одним із найпоширеніших процесів у виробництві виробів FRTP. Його головними особливостями є безперервний процес виробництва, висока ефективність виробництва, просте обладнання та легка в освоєнні технологія. Процес екструзії в основному використовується для виробництва таких виробів, як труби, прутки, плити та профілі.
◆ Намотування
Процес формування намотування FRTP полягає в тому, щоб спочатку нагріти безперервне волокно (препрег), просочене смолою, і намотати його на оправку, і в той же час продовжувати нагрівати, щоб розплавити смолу, а потім застосувати тиск для склеювання шару препрегу за допомогою шар. Після пошарового склеювання та охолодження виходить відповідний композитний виріб. Процес підходить для виготовлення циліндричних і сферичних виробів із хорошою відтворюваністю та стабільною продуктивністю.
◆ Пультрузія
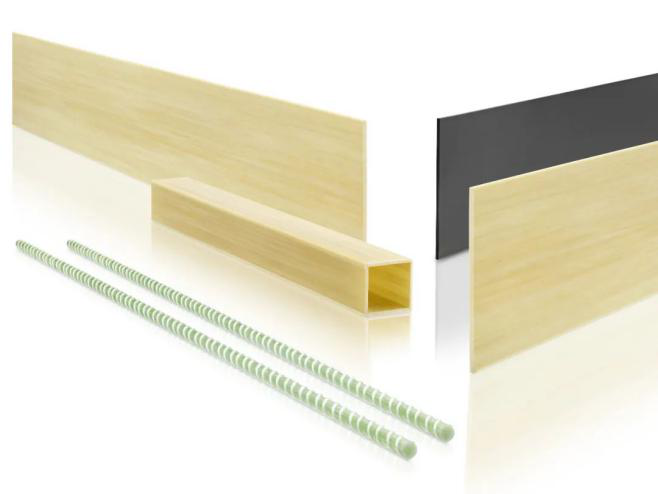
Процес пултрузії полягає у формуванні та затвердінні пряжі препрега під дією тяги та безперервному виробництві порожнистих виробів і виробів спеціальної форми необмеженої довжини.
Якщо вам потрібні довгі тонкі дверні та віконні профілі або армування бетону, саме час для пултрузії. Волокна пултрузійного профілю ідеально вирівняні в напрямку навантаження, що робить готовий виріб особливо хорошим з точки зору матеріалу та ваги.

Перегляньте нашу фотогалерею та інші новини про заводи скловолокна GRECHO тут.
GRECHO може зв’язатися з будь-якими вимогами до композитів, щоб досягти вашої рентабельності.
Whatsapp: +86 18677188374
Електронна адреса: info@grechofiberglass.com
Тел.: +86-0771-2567879
Моб.: +86-18677188374
сайт:www.grechofiberglass.com
Час публікації: 28 грудня 2021 р




